১. ক্রাশারটিতে তীব্র ও অস্বাভাবিক কম্পন অনুভূত হয়।
কারণ: কম্পনের সবচেয়ে সাধারণ কারণ হলো টার্নটেবলের ভারসাম্যহীনতা, যা হ্যামার ব্লেডের ভুল ইনস্টলেশন এবং বিন্যাসের কারণে হতে পারে; হ্যামার ব্লেডগুলো মারাত্মকভাবে ক্ষয়প্রাপ্ত হয়েছে এবং সময়মতো প্রতিস্থাপন করা হয়নি; হ্যামারের কিছু অংশ আটকে গেছে এবং খুলছে না; রোটরের অন্যান্য অংশের ক্ষতির কারণে ওজনের ভারসাম্যহীনতা দেখা দেয়। কম্পন সৃষ্টিকারী অন্যান্য সমস্যাগুলোর মধ্যে রয়েছে: প্লে-এর কারণে স্পিন্ডেলের বিকৃতি; বিয়ারিংয়ের মারাত্মক ক্ষয়ক্ষতি ঘটাতে পারে; ফাউন্ডেশনের বোল্ট ঢিলা হয়ে যাওয়া; হ্যামারের গতি খুব বেশি হওয়া।
সমাধান: হ্যামার ব্লেডগুলো সঠিক ক্রমে পুনরায় ইনস্টল করুন; হ্যামার ব্লেড প্রতিস্থাপন করার সময় নিশ্চিত করুন যে এর ওজনের তারতম্য ৫ গ্রামের বেশি না হয়; পাওয়ার বন্ধ করে পরিদর্শন করুন, আটকে থাকা অংশটিকে স্বাভাবিকভাবে ঘোরানোর জন্য হ্যামারটি নাড়াচাড়া করুন; টার্নটেবলের ক্ষতিগ্রস্ত অংশগুলো প্রতিস্থাপন করুন এবং এটিকে ব্যালেন্স করুন; স্পিন্ডলটি সোজা করুন বা প্রতিস্থাপন করুন; বিয়ারিংগুলো প্রতিস্থাপন করুন; ফাউন্ডেশনের বোল্টগুলো শক্ত করে লক করুন; ঘূর্ণন গতি কমিয়ে দিন।
২. ক্রাশারটি চলার সময় অস্বাভাবিক শব্দ করে।
কারণ: ধাতু ও পাথরের মতো শক্ত বস্তু নিষ্পেষণ কক্ষে প্রবেশ করা; মেশিনের ভেতরে যন্ত্রাংশ আলগা বা বিচ্ছিন্ন থাকা; হাতুড়ি ভেঙে পড়ে যাওয়া; হাতুড়ি এবং চালুনির মধ্যে ব্যবধান খুব কম থাকা।
সমাধান: পরিদর্শনের জন্য মেশিনটি বন্ধ করুন। যন্ত্রাংশগুলো শক্ত করে লাগান বা বদলে দিন; পেষণ কক্ষ থেকে শক্ত বস্তু সরিয়ে ফেলুন; ভাঙা হাতুড়ির অংশটি বদলে দিন; হাতুড়ি এবং চালুনির মাঝের ফাঁকা স্থান ঠিক করুন। সাধারণ শস্যের জন্য সর্বোত্তম ফাঁকা স্থান হলো ৪-৮ মিমি, এবং খড়ের জন্য এটি ১০-১৪ মিমি।
৩. বিয়ারিংটি অতিরিক্ত গরম হয়ে গেছে এবং ক্রাশিং মেশিনের কেসিংয়ের তাপমাত্রা খুব বেশি।
কারণ: বিয়ারিং ক্ষতিগ্রস্ত হওয়া বা লুব্রিকেটিং তেলের অপর্যাপ্ততা; বেল্ট অতিরিক্ত আঁটসাঁট হওয়া; অতিরিক্ত ফিডিং এবং দীর্ঘমেয়াদী ওভারলোড কাজ।
সমাধান: বিয়ারিং প্রতিস্থাপন করুন; লুব্রিকেটিং অয়েল যোগ করুন; বেল্টের টান সামঞ্জস্য করুন (ট্রান্সমিশন বেল্টের মাঝখানে হাত দিয়ে ১৮-২৫ মিমি উচ্চতার একটি বৃত্তচাপ তৈরি করে চাপ দিন); ফিডিংয়ের পরিমাণ কমিয়ে দিন।
৪. ফিড ইনলেটে উল্টানো বাতাস
কারণ: ফ্যান এবং পরিবহন পাইপলাইনে প্রতিবন্ধকতা; চালুনির ছিদ্র বন্ধ হয়ে যাওয়া; পাউডারের ব্যাগ অতিরিক্ত ভরা বা খুব ছোট।
সমাধান: ফ্যানটি অতিরিক্ত জীর্ণ কিনা তা পরীক্ষা করুন; চালুনির ছিদ্রগুলো পরিষ্কার করুন; সময়মতো গুঁড়া সংগ্রহের ব্যাগটি খালি করুন বা বদলে দিন।
৫. নিঃসরণের গতি উল্লেখযোগ্যভাবে হ্রাস পেয়েছে
কারণ: হ্যামার ব্লেড মারাত্মকভাবে ক্ষয়প্রাপ্ত; ক্রাশারে অতিরিক্ত লোডের কারণে বেল্ট পিছলে যায় এবং এর ফলে রোটরের গতি কমে যায়; চালুনির ছিদ্র বন্ধ হয়ে যাওয়া; হ্যামার এবং চালুনির মধ্যে ব্যবধান খুব বেশি; অসম ফিডিং; অপর্যাপ্ত সাপোর্টিং পাওয়ার।
সমাধান: হ্যামার ব্লেড প্রতিস্থাপন করুন অথবা অন্য কোণে লাগান; লোড কমান এবং বেল্টের টান সামঞ্জস্য করুন; চালুনির ছিদ্রগুলো পরিষ্কার করুন; হ্যামার এবং চালুনির মধ্যে ব্যবধান যথাযথভাবে কমান; সুষমভাবে ফিডিং নিশ্চিত করুন; উচ্চ-ক্ষমতাসম্পন্ন মোটর প্রতিস্থাপন করুন।
৬. তৈরি পণ্যটি খুব অমসৃণ।
কারণ: চালুনির ছিদ্রগুলো মারাত্মকভাবে ক্ষয়প্রাপ্ত বা ক্ষতিগ্রস্ত; জালের ছিদ্রগুলো চালুনি ধারকের সাথে শক্তভাবে সংযুক্ত নয়।
সমাধান: চালুনির জালটি বদলে দিন; চালুনির ছিদ্র এবং চালুনির ধারকের মাঝের ফাঁকটি এমনভাবে সমন্বয় করুন যাতে এটি ভালোভাবে এঁটে যায়।
৭. বেল্ট অতিরিক্ত গরম হওয়া
কারণ: বেল্টটি ঠিকমতো আঁটানো ছিল না।
সমাধান: বেল্টের টান সামঞ্জস্য করুন।
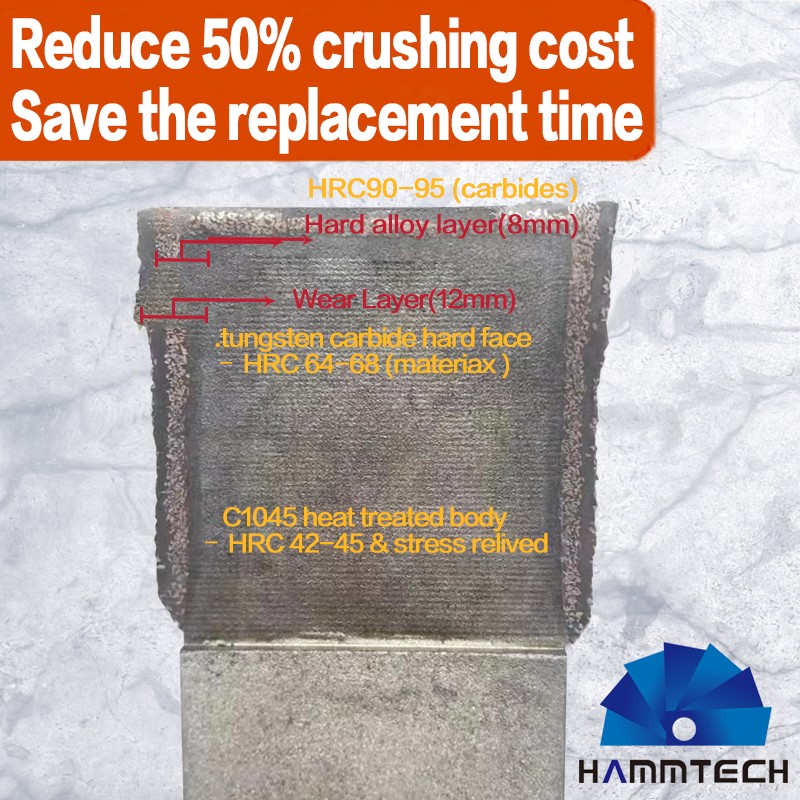
৮. হাতুড়ির ব্লেডের কার্যকাল কমে যায়।
কারণ: উপাদানে অতিরিক্ত আর্দ্রতার কারণে এর শক্তি ও দৃঢ়তা বৃদ্ধি পায়, ফলে একে গুঁড়ো করা আরও কঠিন হয়ে পড়ে; উপাদানগুলো পরিষ্কার নয় এবং এর সাথে শক্ত বস্তু মিশ্রিত আছে; হাতুড়ি ও চালুনির মধ্যে ব্যবধান খুব কম; হাতুড়ির ব্লেডের মান অত্যন্ত নিম্ন।
সমাধান: উপাদানের আর্দ্রতার পরিমাণ ৫%-এর বেশি হতে দেবেন না; উপাদানে থাকা অশুদ্ধির পরিমাণ যথাসম্ভব কমিয়ে আনুন; হাতুড়ি এবং চালুনির মধ্যবর্তী ফাঁক যথাযথভাবে সমন্বয় করুন; উচ্চ-মানের ও ক্ষয়-প্রতিরোধী হাতুড়ির অংশ ব্যবহার করুন, যেমন নাই-এর থ্রি হাই অ্যালয় হ্যামার পিস।
পোস্ট করার সময়: ২৮-ফেব্রুয়ারি-২০২৫